
Senarai Kecacatan SMT danPenyelesaian Masalah SMT (Masalah dan Penyelesaian SMT / SMD)
SMT (Surface Mount Technology), seperti teknologi pemasangan SMD Soldering dan PCB yang lain bukan proses pematerian ZERO-Defect. Selalu ada beberapa atau kekurangan lain dalam pemasangan PCB Elektronik di Thru-Hole dan SMT.
Di sini saya akan membincangkan beberapa kesalahan dan penyebab kecacatan SMT yang paling biasa dan kemungkinan penyelesaian dan penyelesaian masalah.
Kesalahan biasa di SMT:
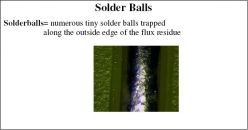
Bola pateri
Manik pateri
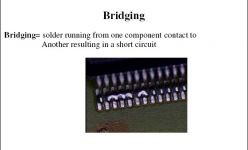
Merapatkan
Buka- Tidak mencukupi
Batu nisan
Pasta tanpa cair
Filet berlebihan
Kemerosotan
Melembapkan
Mengganggu sendi
Kulit Jingga
Bola Pateri–Sebab yang mungkin:
Solder Paste smear di bahagian bawah stensil.
Apakah tekanan pemeras?
Adakah bahagian bawah stensil dibersihkan dengan pelarut dan adakah pelarut masih ada selepas pembersihan?
Adakah stensil sejajar dengan PCB?
Penyelesaian untuk Masalah Bola Pateri:
Periksa tekanan pemeras

Bola pateri=banyak bola pateri kecil yang terperangkap di sepanjang tepi luar sisa fluks
Periksa apakah gasketting dan penjajaran yang betul
Periksa sama ada pelarut pembersih disejat sepenuhnya sebelum dicetak
Pasta teroksidasi - Kemungkinan penyebabnya
Adakah pes dihantar dalam peti sejuk?
Adakah pes menghabiskan masa yang lama di kawasan yang panas?
Adakah pasta lama dikembalikan ke balang?
Bola pateri=banyak bola pateri kecil yang terperangkap di sepanjang tepi luar sisa fluks
Adakah balang dimasukkan kembali ke dalam penyejuk selepas dibuka?
Adakah aloi sensitif terhadap pengoksidaan?
Penyelesaian untuk Masalah Pasta Solder yang Teroksidasi
Jalankan pasta segar dari kawasan yang berlainan dalam keadaan yang sama dan lihat apakah bar pateri hilang.
Pasta teroksidasi - Kemungkinan penyebabnya
Tekanan squeegee terlalu tinggi
Tampal diperah antara stensil dan papan
Penyelesaian: Mengurangkan tekanan pemeras
Sebab yang mungkin:
Mengeringkan pes selepas dicetak
Apakah masa tampalan pasta yang ditentukan?
Penyelesaian: Jalankan PCB dengan pes segar dan lihat apakah masalahnya hilang
Sebab yang mungkin:
Terlalu lambat jalan masuk dalam profil reflow
Penyelesaian: Jalankan profil yang disyorkan dan lihat apakah masalah tetap ada
Sebab yang mungkin:
Terlalu pantas meningkatkan profil aliran
Penyelesaian: Jalankan profil ramp up yang lebih perlahan untuk memberikan volatile menguap
SOLDER BEADS - Kemungkinan penyebabnya:
Profil aliran masuk perlahan

Manik-manik pateri: bola pateri yang berada di samping komponen
Tindakan kapilari menarik pasta yang tidak dikeluarkan dari pad ke suatu tempat di bawah komponen, ia bergerak kembali ke sana dan membentuk sebiji manik pateri yang keluar dari bawah bahagian komponen.
Penyelesaian: Jalankan profil peningkatan yang lebih pantas iaitu 1. 5 Darjah Celsius hingga 2. 5 Darjah Celsius sesaat.
Sebab yang mungkin:
Jumlah pelekat solder yang berlebihan pada pad komponen
Apakah ketebalan stensil?
Adakah bukaan dikurangkan?
Luangkan masa untuk titik?
Penyelesaian:
Kurangkan ukuran aperture stensil atau gunakan stensil yang lebih nipis
Gunakan jarum yang lebih kecil dan / atau kurangkan masa pembersihan pada dispenser
Kemungkinan penyebabnya: Tampal smear di bahagian bawah stensil
Apakah tekanan pemeras?
Adakah bahagian bawah stensil dibersihkan dengan pelarut dan adakah pelarut masih ada selepas pembersihan?
Adakah stensil sejajar dengan PCB?
Penyelesaian:
Periksa tekanan pemeras
Periksa apakah gasketting dan penjajaran yang betul
Periksa sama ada pelarut pembersih disejat sepenuhnya sebelum dicetak
JENAYAH - Kemungkinan Sebab:
Selsema turun

Bridging=solder berjalan dari satu komponen ke kontak yang lain mengakibatkan litar pintas
Adakah pasta mengalir terpisah setelah dicetak, ketinggian deposit berkurang dan permukaan meningkat
Penyelesaian:
Periksa kelikatan pes, kelikatan yang terlalu rendah boleh mengakibatkan kemerosotan sejuk
Periksa kelajuan cetak, kelajuan cetakan yang terlalu cepat boleh mengakibatkan pemotongan pasta dan penurunan ketebalannya
Periksa suhu pada pencetak, suhu yang terlalu tinggi menurunkan kelikatan
Bridging=solder berjalan dari satu komponen ke kontak yang lain mengakibatkan litar pintas
Kemungkinan Sebab:
Panas merosot
Adakah pasta mengalir terpisah semasa peningkatan bahagian profil reflow
Penyelesaian: Memendekkan tempoh kitaran peningkatan dalam profil reflow
Kemungkinan Sebab:
Tampal smear di bahagian bawah stensil
Tampal boleh berada di luar kawasan pad dan membentuk bola pateri antara dua komponen yang menyebabkan jambatan
Penyelesaian- Kurangkan pemeras dan periksa penjajaran pcb-stensil dan gasketting
Kemungkinan Sebab:
Pateri pateri yang berlebihan disimpan pada pembalut
Semasa meletakkan komponen pada alas, pasta tersebut dioleskan dan dapat membentuk jambatan ke alas yang berdekatan
Ubat:
Kurangkan jumlah pes pateri
Peningkatan kelajuan cetak mungkin
Kurangkan ketebalan stensil
Terbuka-tidak mencukupi–Sebab yang mungkin:

Terbuka dan tidak mencukupi=tidak mencukupi atau tidak ada solder untuk membuat ikatan lengkap antara plumbum dan pad
Mencungkil semasa mencetak
Tekanan pemeras yang berlebihan pada alat pemerah polipropilena boleh menyebabkan meraup
Ubat:Kurangkan tekanan pemeras atau gunakan jenis pemeras yang lebih keras atau gunakan pemeras logam
Kemungkinan Sebab: Menyekat bukaan stensil dengan pes kering
Ubat: Buka sekatan bukaan dan stensil bersih
Kemungkinan Sebab:

Terbuka dan tidak mencukupi=tidak mencukupi atau tidak ada solder untuk membuat ikatan lengkap antara plumbum dan pad
Bahan asing pada solder pad
Adakah topeng pateri dicetak pada pad?
Ubat:Gunakan PCB lain
Kemungkinan Sebab:
Kepantasan terlalu tinggi
Tampal tidak boleh masuk ke dalam bukaan
Ubat: Kurangkan kelajuan pemeras
Sebab yang mungkin: Kelikatan tampalan pateri dan / atau kandungan logam terlalu rendah
Ubat: Periksa kelikatan dan kandungan logam
MENGEJUTKAN

Tombstoning=komponen jenis cip berdiri di satu hujung setelah reflow disebabkan oleh kekuatan yang tidak sama pada hujung komponen
Sebab yang mungkin: Penempatan komponen yang tidak sama pada pad sebelum Reflow menghasilkan daya pateri yang tidak seimbang.
Ubat: Periksa sama ada peralatan penempatan diletakkan dengan betul.
Sebab yang mungkin: Heat sink yang tidak sama iaitu permukaan tanah di dalam lapisan PCB boleh menarik haba dari pad.
Ubat: Tingkatkan masa rendam (dataran tinggi) atau profil reflow sehingga semua komponen dihidupkan.
PASTI YANG TIDAK BERKAITAN–Sebab yang mungkin:
Ke profil reflow sejuk
Pateri pateri tidak boleh mencair sepenuhnya

Tampalan yang tidak dicairkan=tampalan menunjukkan ciri-ciri serbuk selepas reflow, sendi kusam tidak berkilat. Mungkin ada pada beberapa komponen sahaja
Ubat: Periksa profil reflow, pastikan suhu puncak dan masa di atas cecair (183 C) cukup tinggi dan rendam (dataran tinggi) cukup panjang.

Tampalan yang tidak dicairkan=tampalan menunjukkan ciri-ciri serbuk selepas reflow, sendi kusam tidak berkilat. Mungkin ada pada beberapa komponen sahaja
Fillet Berlebihan
Sebab yang mungkin: Terlalu banyak pasta pateri yang tersimpan di pad
Ubat:
Sekiranya pateri berlebihan berlaku pada semua komponen, mengurangkan ketebalan stensil keseluruhan atau mengurangkan masa pembuangan dispenser
Sekiranya lebih banyak solder berlaku di beberapa tempat, hanya mengurangkan ketebalan stensil atau membuang masa pembersihan untuk komponen ini sahaja

Fillet berlebihan=penampilan sendi yang bulat di mana garis besar petunjuk dikaburkan oleh kuantiti pateri pada mereka
KemerosotanSelesema Sejuk–Sebab yang mungkin:
Kelikatan pes ke rendah atau kandungan logam ke rendah

Kemerosotan=ubah bentuk simpanan pasta setelah mencetak atau mengeluarkan ketinggian deposit akan berkurang semasa permukaan mengembang
Ubat: Gunakan pelbagai jenis pes dengan kelikatan yang lebih tinggi atau kandungan logam yang lebih tinggi
Sebab yang mungkin: Tampalan bersentuhan dengan pelarut pembersih atau produk asing lain
Ubat:
Pastikan tidak ada hadiah pelarut setelah membersihkan skrin
Jangan sekali-kali cuba menghidupkan semula pes dengan menambahkan sebatian
Sebab yang mungkin:

Kemerosotan=ubah bentuk simpanan pasta setelah mencetak atau mengeluarkan ketinggian deposit akan berkurang semasa permukaan mengembang
Tekanan squeegee ke tinggi
Tampal ricih kerana tekanan yang berlebihan dikenakan pada pemekat dalam pasta hancur
Ubat: Gunakan pes baru dan kurangkan tekanan pemeras
Sebab yang mungkin: Suhu pasta terlalu tinggi semasa mencetak atau mengeluarkan
Ubat:
Periksa suhu di dalam pencetak
Kurangkan tekanan pada pemeras
Kurangkan tekanan pada jarum suntik semasa mengeluarkan
Kemerosotan Panas
Sebab yang mungkin: Peningkatan yang terlalu perlahan dalam profil reflow
Ubat: Meningkatkan suhu kenaikan, pastikan untuk menaikkan suhu antara 2 Darjah Celsius hingga 3 Darjah Celsius sesaat
PENGHASILAN–Sebab yang mungkin:

Dewetting=lekatan pateri lebur yang buruk ke permukaan
Bahan yang tidak diingini di permukaan yang menghalang pateri melekat ke permukaan, seperti topeng pateri, cap jari atau oksida.
Ubat:
Bersihkan papan terlebih dahulu
Gunakan kumpulan papan yang berbeza
Sebab yang mungkin:

Dewetting=lekatan pateri lebur yang buruk ke permukaan
Aloi buruk dalam proses HAL, iaitu terlalu banyak Cu meningkatkan takat lebur aloi HAL
ubat:
Meningkatkan suhu puncak dalam reflow
Gunakan kumpulan papan yang berbeza
Sendi TergangguSebab yang mungkin:
Punca getaran yang dihantar melalui pcb semasa keadaan cecair profil reflow
Ubat:
Cari dan betulkan sumber getaran
Laraskan reflow

Terganggu Sendi=penampilan solder yang kusam dan kasar pada aloi yang biasanya terang dan berkilat
Kulit oren–Sebab yang mungkin:
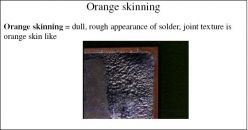
Kulit oren=kusam, penampilan solder kasar, tekstur sendi seperti kulit oren
Terlalu tinggi di zon puncak
Sisa dibakar atau rosin sedang memasak
Ubat:
Suhu zon puncak yang lebih rendah
Sebab yang mungkin:
Terlalu lama pendedahan kepada suhu antara suhu pengaktifan dan reflow=(bergantung pada aloi)
Ubat:

Kulit oren=kusam, penampilan solder kasar, tekstur sendi seperti kulit oren
Memendekkan masa dalam rendaman atau rendam suhu yang lebih rendah
Sebab yang mungkin:
Panas terlalu tinggi
Ubat:
Suhu panaskan yang lebih rendah
NeoDen menyediakan penyelesaian garis pemasangan yang lengkap, termasukKetuhar SMTreflow, mesin pemateri gelombang, pilih dan letakkan mesin, mesin solder paste, PCB loader, PCB unloader, chip mounter, SMT AOI machine, SMT SPI machine, SMT X-Ray machine, SMT Assembly line equipment, PCB Production Equipmentalat ganti smtmesin SMT jenis apa saja yang anda perlukan, hubungi kamiuntuk maklumat lanjut:
Hangzhou NeoDen Technology Co., Ltd.
Tambah: Bangunan 3, Taman Perindustrian dan Teknologi Diaoyu, No.8-2, Keji Avenue, Daerah Yuhang, Hangzhou,China
Hubungi kami: Steven Xiao
Telefon: 86-18167133317
Faks: 86-571-26266866
Skype:toner_kartridge
E-mel:steven@neodentech.com
E-mel:info@neodentech.com